送料机「精度」
送料机是定流量供料装置,定流量性作为送料机的性能指标,需要定量标示其精度。久保田使用2种精度作为精度的衡量尺度。
供给精度与控制精度都是通过连续采样相等时间间隔排出量计算的,以下就二者不同之处予以说明。
(1)供给精度
供給精度是以目标流量为准,表示单位时间的排出量波动多少的尺度。单位时间按机型其定义不同,以此单位时间连续采样10次。
失重式送料机采用的单位时间
- 1分钟
- 螺杆转60转所需时间
- 秤量的1%的供给时间 取其中的最长时间。
皮带式送料机采用的单位时间
- 1分钟
- 皮带转1圈所需时间 取其中的最长时间。
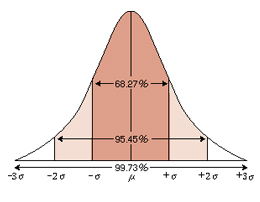
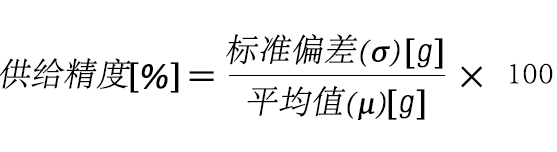
送料机排出量的波动性,可以通过平均值(μ)与标准偏差(σ)进行定量化。通常,每单位时间测定的排出量是以平均值(μ)为中心左右对称正规分布的吊钟型。在正规分布中平均值(μ)±标准偏差(σ)范围内分布全部数据的68.3%。此标准偏差(σ)除以平均值(μ)定义为供给精度。 供给精度越接近0%越好。
※假定手动运转时螺杆的原料填充率为定值,则采样数据的偏差只有螺杆的脉动。因此,采样数据不管在螺杆100+α转还是10+α转标准偏差都同等。据此可以知道,原理上平均值越大供给精度越好,平均值越小供给精度越差。
※采样时间虽如上定义,但较多的场合通过连续10次1分钟的排出量来计算(在FTC的测试或出货前实机测试等)。测试时如果流量很大,也有把连续10次不到1分钟的数据作为采样数据的。此时,由上述理由可知,供给精度看上去会差一些,所以要换算出1分钟的供给精度。

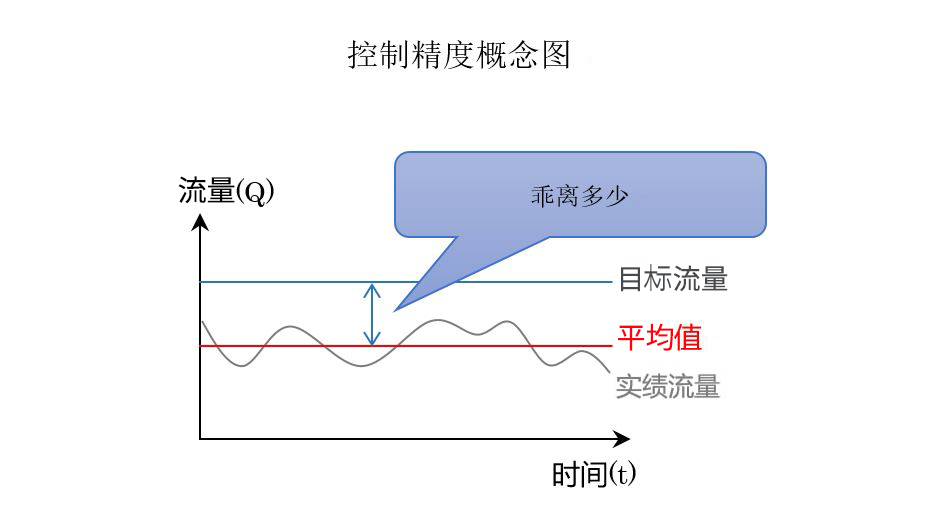
(2)控制精度
由于供给精度是衡量波动的尺度,如果数据没有波动,即使与目标流量乖离,但是数据看上去很好。(例:相对于100kg/h的目标流量,如果连续运转在50kg/h付近流量没有波动,供给精度也很好)针对此情况,把控制精度作为衡量数据的平均值(μ)与目标供给量(V)是否乖离的尺度。控制精度表示基于目标流量的单位时间目标供给量(V)与平均值(μ)的差相对于最大能力时的目标供给量(Vmax)的比率。同时,由于采样数据的定义与供给精度一样,所以可用供给精度所采得的数据算出。

失重式送料机由于是捕捉重量值的的减少量作为排出量,所以控制精度没有大的紊乱。而皮带式送料机是以皮带上的通过量来计算排出量,皮带的削磨、有原料附着在皮带上时控制精度会变差。因此,控制精度对于皮带式送料机与供给精度同样重要。(同时皮带的重量差会影响供给精度。)
总结
由于控制精度与供给精度完全不同,理解它们之间的区别非常重要。由于我们可以解释像这样的不同之处,如果有不理解的敬请咨询。