关于「原料投入」?
料斗内储存的原料随着往外供给自然会逐渐减少。原料减少后,必须往料斗内补料。在此就以下2点进行说明。
(1) 原料投入中送料机的运转状态
原料投入过程中失重式送料机的运转状态与平时运转时是不同的。
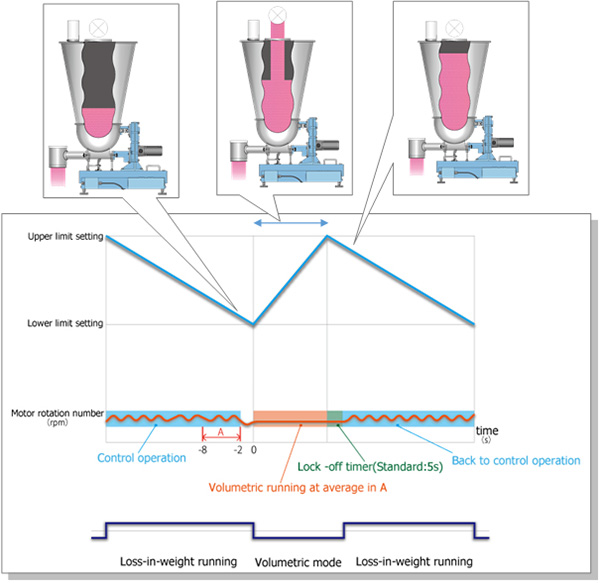
平常运转中(重量模式),边计测料斗内重量减少边计算排出量,据此控制马达转速从而控制排出量。但是在投料时,料斗内重量是增加的,无法计算排出量以及控制。因此这时以螺杆转速固定的[锁定运转]模式运转。此期间把[实绩流量=设定流量],以进入锁定运转前8秒~2秒间的马达平均转速运转,与体积式模式运转状态一样。
(2) 选定适应原料的投料装置
需要根据原料特性从繁多的种类选中择适应原料的投料装置。
投料装置的种类与适合的原料对应如下表。
| 颗粒(*1) | 粒 | 粉(*4) | |||
|---|---|---|---|---|---|
| 无冲料性 无架桥性 |
有冲料性 | 有架桥性 | |||
| 刀阀 | ○ (*2) |
○ | × 原料吹溢(*3) |
× 原料吹溢 |
× 滑槽部架桥 |
| 滑板阀 | ○ | × 原料卡料 |
× 原料吹溢 |
× 原料吹溢 |
× 投料部架桥 |
| 插板阀 | △ 原料卡料 |
○ | ○ | × 原料吹溢 |
× 投料部架桥 |
| 螺杆输送机(*5) | △ 原料卡料 |
○ | ○ | △ 原料吹溢 |
△ 投料部架桥 |
| 旋转送料机 | × 原料卡料 |
△ 原料卡料 |
○ | ○ | △ 投料部架桥 |
| 圆盘形送料机 | × 原料卡料 |
○ | ○ | △ 原料吹溢 |
○ |
*1 原料形状为一般物。
*2 ○:最合适、△:不太合适、×:不合适
*3 下面表示不合适理由。
*4 混合粉请咨询设计,或推荐作粉体测试。
*5 也有把标准送料机当作容积式,作投料装置使用的情况。
总结
重量式送料机的基本技术虽然是重量计测与供料,但是投料期间不能计测重量。对知道投料的基础非常有用。投料装置需要技术能力,投料装置如果与原料性状不适合,则可能发生漏料等故障。久保田不仅能利用自身过去的经验选定合适的投料装置,也可以把投料装置与送料机一起销售。