关于用送料机供给原料的「特性」讲解?
用送料机供给的原料以树脂为首,横跨食品、电池材料等其它领域,原料拥有的特性也各种各样。根据原料的性状不同,机型、螺杆以及搅拌器的种类都需改变,为了选定适合客户要求的送料机,让我们切实掌握原料特性以及可能发生的问题。
选定送料机前必须了解的原料特性
(1) 表观比重(堆积密度)
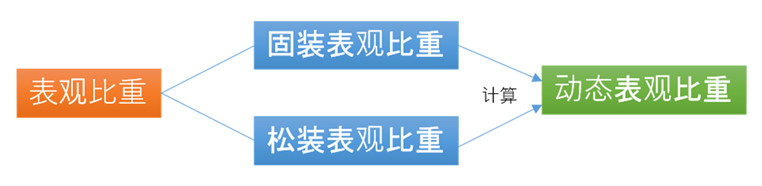
表观比重就是指「堆积密度」。堆积密度是在一定容积的容器内装满原料,把其内部容积作为体积时的密度(质量/体积)。表观比重(堆积密度)分为3种。
a) 松装表观比重
b) 固装表观比重
c) 动态表观比重(由(a)和(b)计算出来)
(a) 松装表观比重
把原料通过测定容器上部的筛孔落下充填,在抹平状态的比重,是含有空气状态的表观比重。
(b) 固装表观比重
在松装表观比重之上装上上部容器,加上原料,敲击容器180次(1秒/次),拆下上部容器后抹平状态的比重在,是在脱气状态的表观比重。
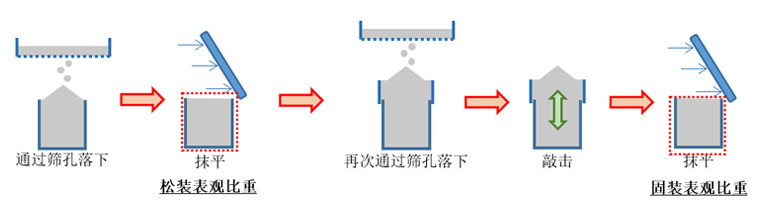
(c) 动态表观比重
通过松装比重与固装比重算出的实际使用比重。

在久保田的FTC(送料机技术中心),通过粉体测试测出松装/固装2种表观比重,依此算出的动态比重来选定螺杆等部件。另一方面,在未作粉体测试就订货的情况下,即使客户提供了『比重0.6~0.9』的信息,但是并未明确这是松装比重还是固装比重。此时,为确保最大能力,螺杆等部件按比重小的方向来选定。松装表观比重和固装表观比重差别大的原料,有时架桥性・流动性较高。以[松装堆积密度]/[固装堆积密度]之比1.5作为基准,超过此值的原料需要注意。
※ 关于架桥性・流动性,下次再作说明。
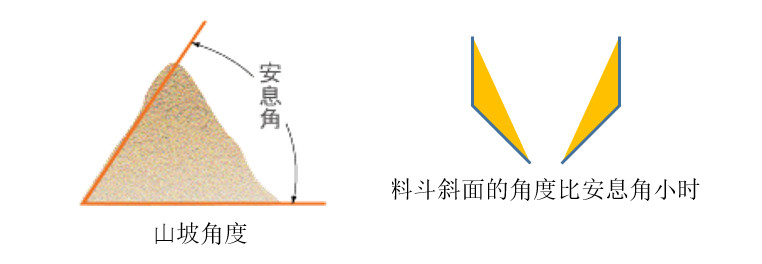
(2) 安息角
使原料从一定高度落下,不再发生自发性的溃散而保持稳定时,形成的原料的山状斜面与水平面间的角度。流动性好的原料安息角小,流动性差的原料安息角大。安息角大时,原料有时会滞留在料斗斜面处,需注意。
(3) 粒度
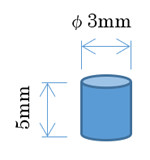
粉粒体的粒子大小,以直径或边长表示其大小。例如右图所示圆柱状颗粒,可表示为、φ3mm×5mm或3mm×3mm×5mm。关于粒度必须要注意螺杆以及搅拌器方面的间距。粒度比间距还大时,螺杆以及搅拌器转动时原料会卡在缝隙处。由此导致扭矩异常、异音、螺杆以及搅拌器折损等情况发生。(需注意大多把粒度叫作粉粒体的「形状」。)
(4) 融点和热变化温度
融点是指加热固体物质当其融化成液体时的温度。另外,热变化温度与融化成液体时的温度即融点不同,而是指原料发生溶解・溶着等变化时的温度。(「热变化温度」与「融点」不同,通常热变化温度<融点。)
树脂复合物在制造过程中,把原料融化为液体使之带有流动性进行混炼。与金属等相比,塑料一般在更低温度融化。在低温融化、开始发生变化的原料,对送料机来说有时会出现问题。螺杆高速运转搬送低融点原料时,原料与螺杆以及搅拌器的摩擦热达到高温原料发生融化,送料机运转时融化的原料会粘附在螺杆等部件上。严重时,停机后原料冷却再次发生固化导致螺杆无法拔出以及机器无法再次启动等。
总结
事先详细知道原料特性,有助于选定合适的机型以及螺杆避免运转中发生故障,同时也能确保客户的最终产品生产品质。久保田无论在国内还是国外,在全世界都有送料机被购入的实际业绩,在FTC积累了超过10000件测试数据,在此之上积累了大量的粉粒体处理技能。拥有此技能,能把客户的多种多样原料无问题稳定供给。